| | Ʒ�������� | | �ͺ���2RB 910-7H1/8.5KW-380V | | ���������Ͻ� | |
| | �Ṧ����8.5 kw | | ҶƬ������ | | ������93 kg | |
| | ����ͷ������Ҷ�� | | ת����2800 | | �����������8.5 kw | |
| | ���÷�Χ�����������ˮ�������������۳����˷�֯�豸�������� | | | | | |
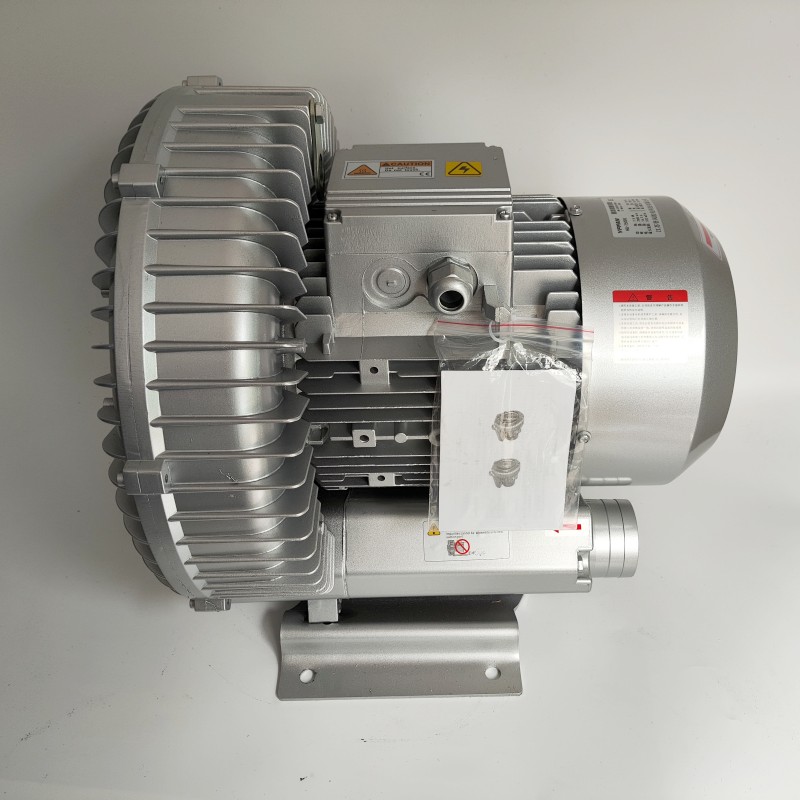
���� 2RB 910-7H1/8.5KW-380V ��ѹ�������װ������еר�ã���Ƚ���
һ���������ܲ�����ѡ������
- ��������
- ������1050m³/h���൱�� 17.5m³/min��
- ѹ����210mbar��≈21kPa��
- ������8.5KW��380V ����磩
- ת����2800r/min������ʽҶ����ƣ�
- ������74dB��A����ʵ�����ݣ�����������ʩ��һ���Ż���
- ��װ��е����������
- ����������ͨ�����Ż����л�����ѹ�����ֶ����������Զ��л����ܣ��������ڣ�
- �������������ͣ�����Ƭ������������װĤ�����������ȷ���ȴ��
- ������������ϣ����ĩ��װ���������ռ�����ֽ��߽��ϣ���
- ѹ�����������210mbar ѹ����Ӧ���е�����ϵͳ���� 10 �ܵ� + 3 ����ͷ����ʵ��Ӧ�ý���Ԥ�� 20% ѹ���������� 252mbar����
- �������Ƿ�Χ��1050m³/h ������ 200-300�O��װ����Ļ�������ÿСʱ 6 �λ������㣩��

��������Ӧ�ó�����ϵͳ���
- ��װ�ߴ���һ�廯����
- ��������
- Ӧ����ʳƷ��װ�ȷ����ȴ��ҩƷ������ڴ��������ϱ�Ĥ����������
- �ܵ������������� DN100 ��п�ܣ����ٿ����� 15-20m/s��������������
- ��������
- Ӧ�������ܳ��ͷ��ϻ��ա���������������ϡ��۳��ռ���
- �������������װ G4 ��Ч + F7 ��Ч�����������˾��� 1-5μm������ֹҶ��ĥ��
- ���ⳡ���Ż�����
- �߷۳�������������ڼ�װ���������������Ч�� 95% ���ϣ������ٹ��������ء�
- ��ȼ�ױ���������ȷ�Ϸ���Ƿ�Ϊ�����ͣ���ǰ�ͺ�δ��ע������ѡ�� JS-JS �۳��������
- ���»���������ѡ�� - 20���ͺ�����У���ͨ��������¶� - 10��~80�棩��

������װ��ά������Ҫ��
- ��е��װ
- ����Ҫ�������û��������������≥150mm����ˮƽ�����≤0.5mm/m��
- �����ʩ��������װ����棨Ӳ������ 50-60A���������ڲ��ò����������ӣ�����≥300mm����
- �ռ�Ԥ�������������� 1.5 ����ͨ���������ռ�≥2 �ס�
- ����ϵͳ
- ������ʽ��������������������������������������������
- ����װ����
- �������ر���������ֵ 16A����
- ����¶ȼ�⣨��ֵ 80�棩��
- ��������ֹ��ת����
- ������
- �ճ�Ѳ����ÿ�ռ������¶ȡ�������ֵ≤2.8mm/s����������≤16A����
- ���ڱ�����
- ÿ 500 Сʱ������������
- ÿ 2000 Сʱ���������֬��ʹ�� Klüber NBU 15 ������֬����
- ÿ 6 ���¼��Ҷ�ֶ�ƽ�⣨�������ƽ����≤5g����

�ġ�������������Ч�Ż�
- ������������
- ��Դ������
- Ҷ�ֲ�����Ԫ����ƣ��������������������
- ����ڼ�װ�迹����ʽ�������������� 15-20dB����
- ����·��������
- �����ǽ�氲װ�����壨����ϵ��≥0.8����
- �ܵ����������ޣ���� 50mm������ϵ��≤0.035W/m・K����
- ���ն˿�����������λ���ø��������ң�����≤70dB����
- ��Ч������ʩ
- ��Ƶ��������װ��Ƶ��������ѡ�� ABB ACS880 ϵ�У�������ʵ���������ת�٣������ʿɴ� 20%-40%����
- ���ܼ��������������ģ�飬ʵʱ���ѹ�����������ܺģ�ʵ��Ԥ����ά����

�塢�������Ų���������
| �������� |
����ԭ�� |
������� |
| ������� |
���ȱ�͡�Ҷ�ֻ�������ѹ���� |
������֬�����Ҷ�֡���鹩��ϵͳ |
| ѹ���쳣���� |
�ܵ�©�������������������Ź��� |
��©���������������������� |
| ���� |
Ҷ��ĥ�𡢵ؽ��ɶ���������ƫ�� |
����Ҷ�֡����̵ؽš�У�������� |
| ����ͻȻ���� |
�����Ҷ����ײ��������ʧЧ |
������С�����Ҷ�ּ�϶������������ |
����ѡ�ͶԱ���ɱ�����
| �ͺ� |
���� (m³/h) |
ѹ�� (mbar) |
���� (KW) |
�۸����� |
���� |
| 2RB 910-7H1 |
1050 |
210 |
8.5 |
1.2-1.5 �� |
���Ͱ�װ�ߴ������� |
| 2RB 910-7H2 |
850 |
260 |
11 |
1.5-1.8 �� |
�������ܵ���߷۳����� |
| 2RB 820-7H1 |
680 |
190 |
5.5 |
0.8-1.0 �� |
С�Ͱ�װ���������� |
�ɱ��Ա���
- ����Ͷ����2RB 910-7H1 �Ͼ�Ʒ���籴���� 8.5KW �ͺţ��� 15%-20%��
- ���гɱ����������� 8000 Сʱ����� 0.8 Ԫ / �ȼ��㣬����Լ 54,400 Ԫ����Ƶ�����ɽ��� 32,640 Ԫ����
- ά���ɱ������ά������Լ 2000 Ԫ�������͡����������������
�ߡ���ҵ������Ч����֤
- ʳƷ��װ����ij���ɳ���
- Ӧ�������ܰ�װ���ϻ��� + ��Ʒ��ȴ��
- Ч�������ϻ����������� 98%����ȴЧ����� 30%�����ʡ�˹������ɱ� 8 ��Ԫ��
- ҩƷ��װ����ij��ҩ����
- Ӧ����������ڴ��� + �۳��ռ���
- Ч������ںϸ��ʴ� 92% ������ 99%������۳�Ũ�Ƚ��� 0.5mg/m³������≤8mg/m³����
- ���ϱ�Ĥ��������ij��Ĥ����
- Ӧ������������ + Ĥ�����ˡ�
- Ч���������ѹ�� 30kV ���� 5kV ���£�Ĥ������Ч����� 40%��

�ˡ���ȫ�淶����֤Ҫ��
- ������֤����������ȼ�ױ����������ܼ�����ī��װ������ѡ�� Ex d IIC T4 Gb ��֤�ͺš�
- ��Ч�������� GB 19761-2020��ͨ�����Ч��ֵ����Ч�ȼ���������Ч��
- ������������ GB 12348-2008����ҵ��ҵ���绷�������ŷű���3 ����Ҫ�����≤65dB��ҹ��≤55dB����
�š�ѡ�ͽ�����ע������
- ����ƥ����
- ����������ʵ���������� = ������� ×1.1����ȫϵ������
- ѹ��������ϵͳ������ = �ܵ����� + �豸���� + �ֲ���������ͷ�����ŵȣ���
- ��Ӧ��������
- ������֤��Ҫ���ṩ ISO 9001 ��֤��CE ��֤����������ⱨ�档
- �ۺ������ȷ���Ƿ��ṩ�ֳ���װָ����24 Сʱ����֧�֡�������档
- ���չ����
- �ܵ�����������ܵ�����Ϊ 1/4 ����������������ѹ������Ƶ�� 50Hz ʱ������ܵ��� 1.7m��3.4m �ȣ���
- ����Ԥ������*С�����㣨Լ 30% �������������·������ֹ����
�����һ���Ż��������ȡ���ƻ���ƣ������ṩ������Ϣ��
- ��װ�߲���ͼ�����ܵ����ȡ���ͷ��������
- �����������ԣ��۳�Ũ�ȡ������ȡ���ʴ�ԣ���
- ����Ҫ�����ȼ���������ֵ����ʪ�ȣ���
ͨ�����ϼ�����������ȷ������ 2RB 910-7H1 ��ѹ����ڰ�װ������е��ʵ�ָ�Ч���ȶ�����ȫ���У�ͬʱ���㻷�������Ҫ��
 ɨһɨ���ֻ����
ɨһɨ���ֻ����